Principe de fonctionnement des outils diamantés brasés et solution de meulage haute efficacité du carbure
2026-02-24
UHD
Connaissances techniques
Comment les outils diamantés brasés garantissent-ils un usinage du carbure à la fois performant et sûr ? Cet article analyse le mécanisme du brasage appliqué aux abrasifs diamantés, en le comparant aux procédés électrolytique et fritté, et explique comment l’interface « grain de diamant–brasure–substrat » assure une tenue mécanique élevée, une meilleure résistance aux chocs et une stabilité d’usure. Pour la fonte grise, la fonte ductile, l’acier inoxydable et les céramiques, il propose une logique de sélection (granulométrie, concentration, géométrie de l’outil) et des pistes d’optimisation des paramètres (vitesse périphérique, avance, profondeur de passe, lubrification/refroidissement). Des cas pratiques de meulage de surfaces planes et de profils courbes détaillent les points de vigilance, les causes typiques de défaillance (usure prématurée, ébréchure, encrassement) et les bonnes pratiques de maintenance afin de réduire la fréquence de remplacement. Dans une perspective d’industrialisation et de fabrication plus sobre en ressources, l’article montre aussi comment une utilisation raisonnée de ces outils contribue à améliorer le TRS et la constance qualité. Choisir les outils diamantés brasés Youde, c’est rendre chaque opération de coupe et de meulage plus rassurante et plus fiable.
Comprendre l’outil diamant brasé : pourquoi il “tient” mieux, coupe plus vite et reste plus sûr sur le carbure
Dans l’usinage et la rectification des matériaux durs, la promesse est toujours la même : enlever plus de matière sans surchauffer, sans éclater l’arête et sans multiplier les changements d’outil. Les outils diamant brasés répondent précisément à cet équilibre, car leur performance ne vient pas d’un “diamant plus agressif”, mais d’une architecture métallurgique : un grain solidement ancré, exposé au bon niveau, avec une évacuation de chaleur et de copeaux mieux maîtrisée.
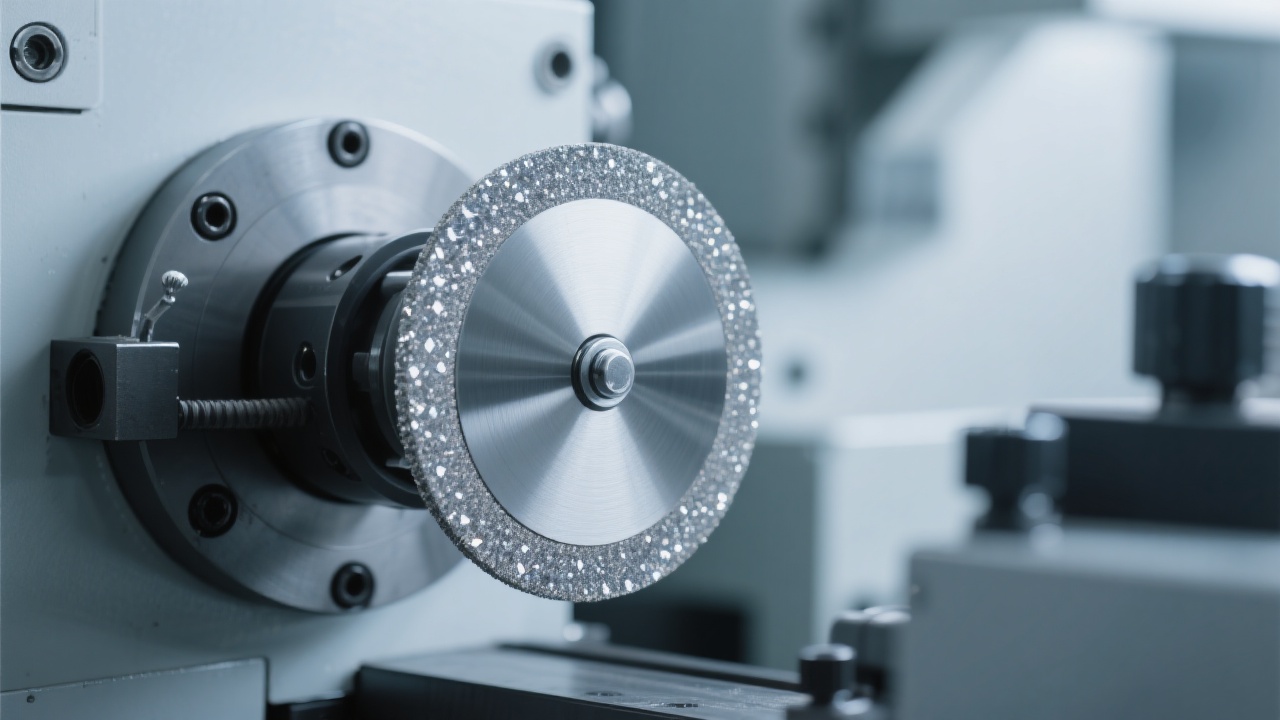
1) Principe de brasage : l’adhérence diamant–support expliquée simplement
Un outil diamant brasé (meule, plateau, fraise, roue) repose sur une couche de brasure qui lie le grain diamant au corps métallique. Contrairement à certaines solutions où le grain est “retenu” par un dépôt superficiel, le brasage crée une liaison plus profonde et plus stable. En pratique, cela se traduit par deux effets déterminants : moins de perte de grains sous choc et une arête diamant plus disponible pour couper au lieu de frotter.
Repère technique (ordre de grandeur) : sur des applications carbure, une configuration brasée bien réglée peut maintenir une stabilité de coupe permettant +20 à +40% de productivité (avance/enlèvement) par rapport à un outil moins stable, à conditions de refroidissement et de pression identiques. Ces valeurs varient selon grain, géométrie, machine et opérateur.
2) Brasé vs électro-déposé vs fritté : ce que l’ingénieur regarde vraiment
Pour choisir une technologie, la question n’est pas “laquelle est la meilleure”, mais laquelle est la plus cohérente avec la dureté, l’abrasivité, le choc et la chaleur du process. Le brasé est souvent privilégié quand on cherche une forte tenue du grain et une capacité d’enlèvement élevée, notamment sur carbure et certains composites.
Critère
Diamant brasé
Électro-déposé
Fritté
Tenue du grain sous choc
Élevée (ancrage robuste)
Moyenne à faible (dépôt plus superficiel)
Élevée (matrice), mais dépend de l’usure
Capacité d’enlèvement
Très bonne (grain exposé)
Bonne au début, baisse si le grain s’arrache
Stable, souvent plus “progressive”
Gestion chaleur/chargement
Bonne si paramètres adaptés
Risque de polissage/frottement
Bonne, selon porosité et liant
Cas typiques
Carbure, céramiques, rectif agressive
Finitions légères, profils, petites séries
Rectif conventionnelle, endurance longue
Sur le terrain, la différence se lit dans le bruit, la température et l’état de surface : un brasé correctement choisi “coupe” plus franchement, avec un risque réduit de glacage (outil qui polit au lieu d’enlever).
3) Logique de sélection par matériau : carbure, fontes, inox, céramique
Un bon choix commence par une question : le matériau génère-t-il un copeau abrasif, collant, cassant ou thermiquement sensible ? Ensuite, on règle le couple granulométrie (grain) + concentration/relief + refroidissement.
Recommandations pratiques (repères industriels)
Matériau
Objectif
Grain conseillé
Vitesse périphérique
Notes process
Carbure (WC-Co)
Enlèvement + stabilité
D64–D126 (moyen) / D181 (agressif)
18–30 m/s
Arrosage recommandé; éviter pression excessive
Fonte grise
Débit matière, copeau cassant
D91–D181
20–35 m/s
Bon dégagement copeaux; poussières à capter
Fonte ductile (nodulaire)
Limiter échauffement et vibrations
D64–D151
18–30 m/s
Préférer passes régulières; contrôle du bridage
Inox (304/316)
Éviter chargement (collage)
D46–D91 (plus fin)
15–25 m/s
Arrosage + nettoyage; pression modérée
Céramique
Contrôle micro-fissures
D46–D76 (fin à moyen)
12–22 m/s
Passes légères; attention aux chocs thermiques
Ces plages servent de point de départ. La rigidité machine, le diamètre, la géométrie et le type de liaison influencent fortement le réglage final.
Pour une démarche simple et robuste : si l’outil chauffe et marque, diminuer la pression unitaire, ajuster la vitesse périphérique et améliorer l’arrosage. S’il vibre ou “mord” trop, privilégier un grain plus fin et une passe plus régulière.
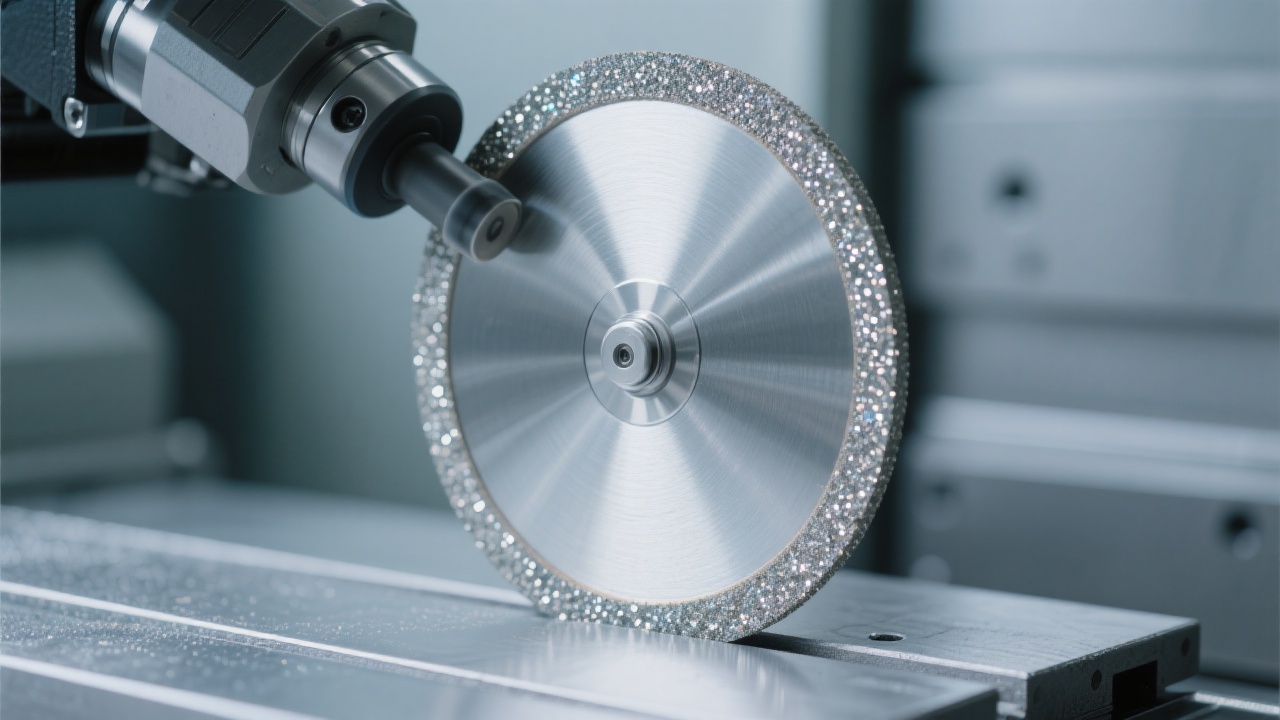
4) Cas d’atelier : plan vs surface courbe — ce qui change réellement
Deux opérations se ressemblent sur le papier, mais sollicitent l’outil différemment : la rectification plane stabilise l’appui, alors que la surface courbe augmente le risque de points chauds et de surpression locale. C’est souvent là que l’outil diamant brasé montre son intérêt : une meilleure tenue du grain réduit les pertes brutales et sécurise l’enlèvement.
Plan : viser la stabilité thermique
En plan, les indicateurs sont clairs : température en zone de contact, couleur de la pièce, et variation d’effort. Sur carbure, une stratégie efficace consiste à garder une avance régulière et à éviter les “arrêts” au contact. Dans de nombreux ateliers, l’ajout d’un arrosage ciblé permet de réduire les brûlures et d’améliorer la constance dimensionnelle, avec des gains de 10 à 25% sur les rebuts liés aux traces thermiques.
Courbe : gérer la pression locale et l’angle d’attaque
Sur courbe, la zone de contact varie en continu : il est préférable de travailler par passes plus légères, d’éviter les changements d’angle brusques, et de surveiller les symptômes de micro-ébréchures. Une règle de bon sens : si l’état de surface se dégrade “par à-coups”, ce n’est pas toujours le grain qui est en cause, mais la stabilité du geste et la rigidité du montage.
Causes fréquentes : vitesse périphérique trop élevée, arrosage insuffisant, pression excessive, ou grain trop fin pour l’enlèvement demandé. Ajustements : réduire légèrement la vitesse, augmenter le débit d’arrosage, stabiliser l’avance et basculer vers un grain moyen (ex. D91–D126) si l’objectif est l’enlèvement.
Ébréchures / “chipping” du bord
Causes fréquentes : vibrations (bridage, faux-rond), attaque trop agressive sur arête, interruptions de contact sur courbe. Corrections : contrôler la concentricité, rigidifier le montage, lisser le parcours d’outil, et réduire la passe. Un diamant brasé bien choisi améliore souvent la tenue au choc, mais ne remplace pas un montage rigide.
Traces thermiques / surface “brûlée”
Causes fréquentes : frottement (outil qui ne coupe plus), arrosage mal orienté, pauses au contact. Actions : rétablir une coupe franche (paramètres, grain), optimiser l’orientation du jet, maintenir une avance constante. Sur carbure, limiter les pics thermiques réduit aussi le risque de micro-fissures.
6) Efficacité de ligne & fabrication “plus verte” : l’intérêt au-delà de l’outil
Dans une logique de production, l’outil n’est qu’un maillon. Un diamant brasé performant aide à stabiliser la qualité, donc à réduire les retouches, les rebuts et les changements d’outil non planifiés. Dans des cellules semi-automatisées, des ateliers constatent couramment une baisse des interruptions liées à l’outil de l’ordre de 15 à 30% quand la sélection grain/paramètres est cohérente et documentée (gamme + contrôle).
Cette stabilité facilite aussi une démarche plus responsable : moins de pièces rebutées, moins de re-travail, et une consommation d’énergie mieux maîtrisée grâce à une coupe nette. C’est précisément l’esprit de la recommandation suivante, souvent négligée : standardiser 2 à 3 configurations par famille de matériaux au lieu de changer “au feeling” à chaque lot.
Choisir la bonne base : un message simple pour éviter les essais coûteux
Quand l’objectif est la sécurité de process et la performance sur matériaux durs, la cohérence entre la technologie de liaison, le grain et les paramètres fait la différence. Choisir les outils diamant brasés Youde, c’est rendre chaque coupe plus rassurante : une tenue du grain pensée pour l’atelier, et une performance qui se pilote par des réglages clairs plutôt que par des paris.
CTA — Obtenez une recommandation de grain & paramètres pour votre matériau
Envoyez votre matière (carbure, fonte, inox, céramique), la machine, le type d’opération (plan/courbe) et votre objectif (débit ou finition). Une proposition de sélection peut être préparée avec une base de paramètres de départ.
Sur vos opérations carbure ou céramique, quel est le point qui vous coûte le plus : échauffement, ébréchures, tenue dimensionnelle ou chargement ? Et quel paramètre (vitesse, avance, arrosage, grain) vous paraît le plus difficile à stabiliser d’un lot à l’autre ?
2025-10-28|49|Meulage au diamant brasé Outils de meulage au diamant brasé Meulage haute performance Amélioration de l'efficacité de meulage Guide professionnel de meulage
2025-12-23|209|Disques de meulage en diamant brasés Outils de meulage lourd Meules ultra-dures Solutions de meulage industrielles Disques de meulage en diamant
2026-01-24|363|Disque de meulage en diamant brasé Meule super-dure Outil de traitement de la fonte Disque de meulage en diamant Solution de meulage industrielle








.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)
.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)












