

Gray iron grinding often encounters issues such as low efficiency and unstable surface quality. For small and medium - sized manufacturing enterprises, these problems can significantly affect production costs and product quality. The root causes mainly lie in the improper use of diamond grinding discs and the lack of understanding of gray iron characteristics.
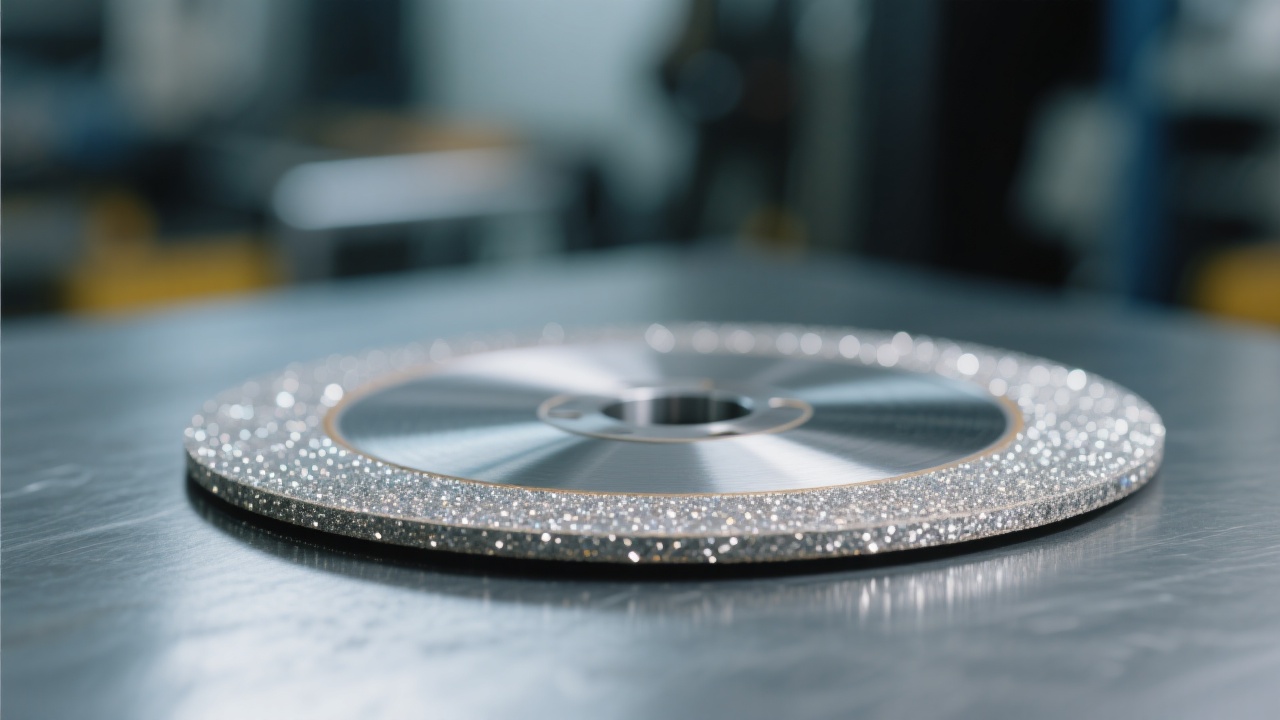
One of the most common problems is the rapid passivation of the grinding disc. Gray iron contains free carbon, which can adhere to the surface of the diamond grinding disc during the grinding process, causing the grinding disc to lose its sharpness quickly. This not only reduces the grinding efficiency but also leads to a rough surface of the workpiece.

The feed rate is a crucial parameter in the grinding process. A too - high feed rate may cause excessive wear on the grinding disc and poor surface quality of the workpiece. On the contrary, a too - low feed rate will lead to low efficiency. Generally, for gray iron grinding, a feed rate of 0.05 - 0.15 mm/r is recommended. This range can balance the grinding efficiency and the service life of the grinding disc.
The type of coolant also has a significant impact on the grinding process. A suitable coolant can reduce the temperature during grinding, prevent the passivation of the grinding disc, and improve the surface quality of the workpiece. For gray iron grinding, water - based coolants are often used. They can effectively take away the heat generated during grinding and reduce the adhesion of free carbon on the grinding disc.
Regular dressing of the diamond grinding disc is essential to maintain its sharpness. The dressing frequency depends on the grinding conditions and the type of workpiece. In general, for gray iron grinding, dressing the grinding disc every 2 - 3 hours can ensure stable grinding efficiency and surface quality.
Many enterprises make some common mistakes in gray iron grinding. For example, using a grinding disc with inappropriate specifications, ignoring the dressing of the grinding disc, and using the wrong coolant. These mistakes can lead to problems such as low efficiency, poor surface quality, and short service life of the grinding disc.
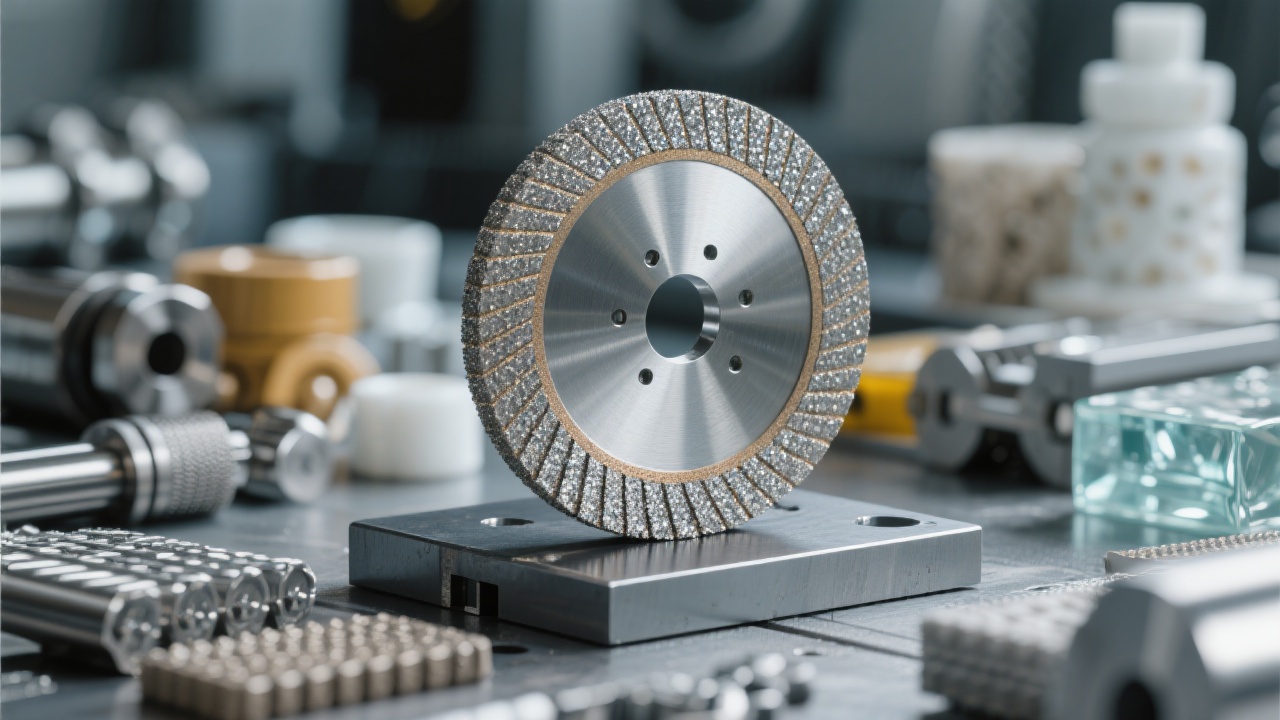
Let's take a look at a specific case. A small - scale manufacturing enterprise was using a diamond grinding disc with an inappropriate grit size for gray iron grinding. As a result, the grinding efficiency was very low, and the surface of the workpiece was rough. After adjusting the grit size of the grinding disc and increasing the dressing frequency, the grinding efficiency was significantly improved, and the surface quality of the workpiece also met the requirements.
Free carbon in gray iron is the main cause of diamond surface passivation. During the grinding process, free carbon will adhere to the surface of the diamond, forming a layer of carbon film, which reduces the cutting ability of the diamond. To deal with this problem, we can use some special maintenance methods, such as using a high - pressure water jet to clean the grinding disc regularly or using a special chemical cleaning agent to remove the carbon film.
UHD provides high - quality diamond grinding discs and professional grinding technology support. If you want to know more about grinding technology and product details, please visit our official technical support center.

 173
|
173
|
 Asian emerging markets
Digital transformation
Export competitiveness
Tech trends
Brazed diamond tools
Asian emerging markets
Digital transformation
Export competitiveness
Tech trends
Brazed diamond tools
 472
|
Curved profile brazed diamond grinding disc
Gray iron processing efficiency improvement
Stainless steel grinding solution
Super-hard diamond grinding disc
High-efficiency grinding tool
472
|
Curved profile brazed diamond grinding disc
Gray iron processing efficiency improvement
Stainless steel grinding solution
Super-hard diamond grinding disc
High-efficiency grinding tool
 211
|
Brazed diamond grinding wheel
Brazing technology
Curved profile design
Grinding efficiency
Wear resistance
211
|
Brazed diamond grinding wheel
Brazing technology
Curved profile design
Grinding efficiency
Wear resistance
 463
|
brazed diamond grinding disk
curved profile grinding disk
ultra-hard diamond grinding disk
brazing technology grinding disk
grinding disk wear resistance
463
|
brazed diamond grinding disk
curved profile grinding disk
ultra-hard diamond grinding disk
brazing technology grinding disk
grinding disk wear resistance
 452
|
brazed diamond grinding wheel
diamond grinding tool efficiency
hard alloy grinding safety
Youde Superhard Tools
diamond grinding disc application
452
|
brazed diamond grinding wheel
diamond grinding tool efficiency
hard alloy grinding safety
Youde Superhard Tools
diamond grinding disc application









.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)









