

你是否有过这样的困扰,同样的工件,有的磨具几天就崩刃,而有的却能使用很久?这背后其实涉及到磨具的科学选型问题。在硬质合金、陶瓷、不锈钢等难加工材料的高效精密研磨中,选错磨具不仅会降低工作效率,还会增加设备损耗。耐用是硬道理,一款好的磨具应该具备抗冲击设计、不脱砂不破碎等优势,能为你带来更安全、更可靠的研磨体验。
不同材料具有不同的物理特性,这就决定了它们对磨具的要求也不同。
灰铁的硬度相对较低,但具有一定的脆性。在研磨灰铁时,需要选择耐磨等级适中、形状适配的磨具。一般来说,直径在120 - 150mm的平面磨具比较适合灰铁加工。
球墨铸铁的强度和韧性较好,对磨具的耐磨性能要求较高。可以选择直径在130 - 160mm、耐磨等级较高的曲面磨具,以更好地适应球墨铸铁的加工需求。
不锈钢的硬度较高,且具有较好的韧性。在研磨不锈钢时,需要使用高浓度金刚石的磨具,同时要考虑磨具的抗冲击设计。直径在140 - 180mm的磨具比较适合不锈钢加工。
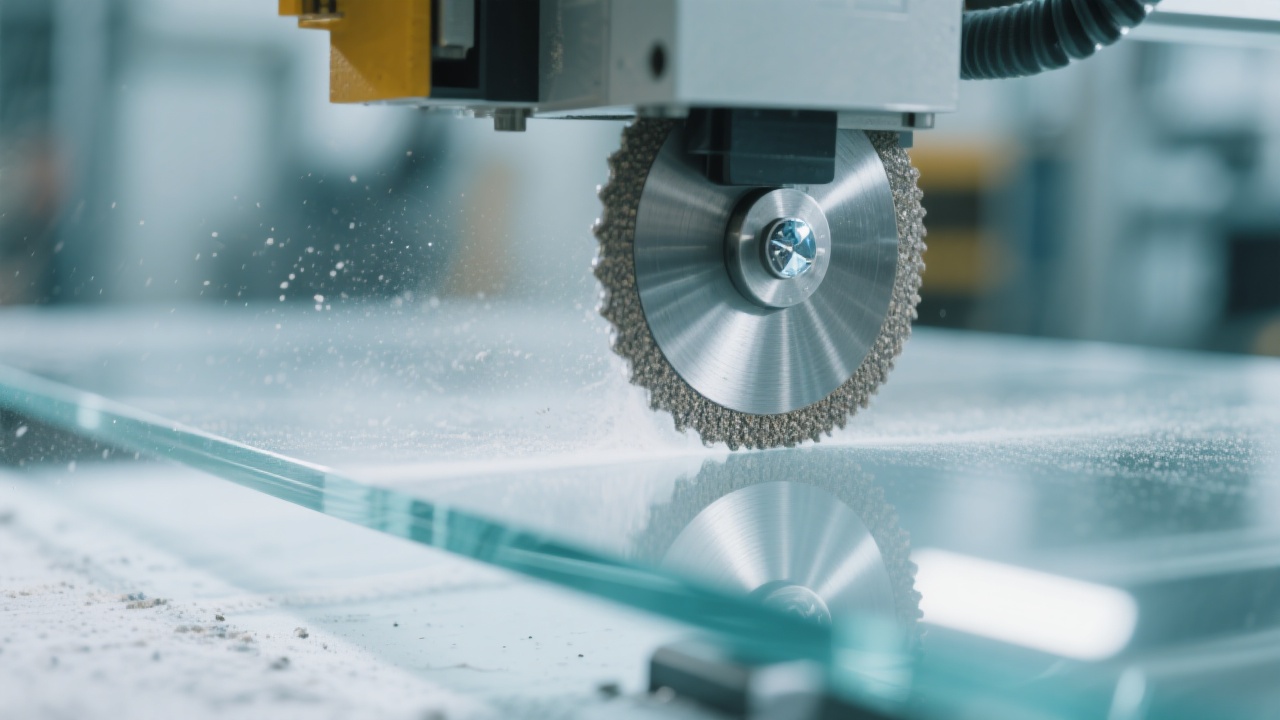
玻璃的硬度较高,但脆性较大。研磨玻璃时,需要选择粒度较细、形状合适的磨具,以避免玻璃破裂。直径在100 - 130mm的平面磨具比较适合玻璃加工。
陶瓷的硬度高、脆性大,对磨具的要求也最为严格。需要使用高浓度金刚石、耐磨等级高的磨具,直径在150 - 180mm的曲面磨具比较适合陶瓷加工。
磨具的直径范围一般在100 - 180mm之间。较小直径的磨具适用于精细加工,而较大直径的磨具则适用于大面积的研磨。你可以根据具体的加工需求选择合适的直径。
磨具的形状主要有平面和曲面两种。平面磨具适用于平面加工,而曲面磨具则适用于曲面加工。在选择形状时,要根据工件的形状和加工要求来决定。
耐磨等级是衡量磨具耐磨性能的重要指标。不同的耐磨等级适用于不同的材料和加工场景。一般来说,高硬度材料需要使用高耐磨等级的磨具,而低硬度材料则可以使用较低耐磨等级的磨具。

结合实际案例,我们可以更好地理解参数组合策略。例如,对于高硬度的陶瓷材料,我们可以采用高浓度金刚石 + 抗冲击设计的磨具,这样可以提高磨具的使用寿命和加工效率。
通过目视检查磨具的表面磨损情况,可以及时判断磨具是否需要更换。一般来说,当磨具表面出现明显的磨损痕迹或崩刃时,就需要更换磨具了。
不同的切削速度对金刚石浓度有不同的要求。一般来说,切削速度越快,需要的金刚石浓度就越高。例如,当切削速度为20m/s时,金刚石浓度建议为30%;当切削速度为30m/s时,金刚石浓度建议为40%。
为了确保磨具的质量,需要建立手工检测标准和质量控制要点。例如,在磨具生产过程中,要对磨具的尺寸、硬度、耐磨性能等进行检测,确保磨具符合质量要求。

为了帮助你更精准地选型,我们提供了可下载表格或可视化工具。这些工具可以根据你输入的材料特性和加工要求,为你推荐合适的磨具参数组合。
想了解更多关于钎焊金刚石磨具选型的信息,提升研磨效率,延长工具寿命吗?点击这里,获取专业的选型方案!

 430
|
430
|
 钎焊金刚石砂轮
金刚石磨盘
精密磨削工具
工业研磨解决方案
硬质材料加工
钎焊金刚石砂轮
金刚石磨盘
精密磨削工具
工业研磨解决方案
硬质材料加工
 377
|
钎焊金刚石磨片
硬质材料加工
碗型钎焊研磨工具
耐用型金刚石研磨盘
超硬金刚石磨片
377
|
钎焊金刚石磨片
硬质材料加工
碗型钎焊研磨工具
耐用型金刚石研磨盘
超硬金刚石磨片
 420
|
磨削工具的耐磨性
钎焊金刚石工具
超硬材料加工
工业制造工具升级
精密磨削解决方案
237
|
钎焊金刚石磨具
高耐久性研磨解决方案
多材料研磨技术
工业研磨案例研究
金属和陶瓷研磨工具
420
|
磨削工具的耐磨性
钎焊金刚石工具
超硬材料加工
工业制造工具升级
精密磨削解决方案
237
|
钎焊金刚石磨具
高耐久性研磨解决方案
多材料研磨技术
工业研磨案例研究
金属和陶瓷研磨工具
 501
|
高性能磨削工具
钎焊金刚石砂轮的应用
陶瓷行业研磨
环保研磨解决方案
精密磨削工具
501
|
高性能磨削工具
钎焊金刚石砂轮的应用
陶瓷行业研磨
环保研磨解决方案
精密磨削工具










.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)




