

工业研磨领域正在经历一场静默的技术革命。当传统磨削工具在高强度加工中频频失效,当生产效率与加工精度成为难以兼顾的矛盾体,一种名为"钎焊金刚石磨削100"的创新工具正悄然改变行业格局。本文将深入剖析这项技术如何通过工艺革新与结构优化,为金属加工、精密制造等领域带来前所未有的磨削体验。
钎焊金刚石磨削100的卓越性能源于两项关键技术创新:高精度钎焊工艺与优化的车削基体结构设计。传统电镀或烧结工艺往往面临金刚石磨料把持力不足、散热性能有限的问题,而钎焊技术通过在金刚石磨料与金属基体之间形成冶金结合,使磨料把持强度提升40-60%,从根本上解决了磨料脱落这一行业痛点。
"在我们的不锈钢管件加工线上,使用钎焊金刚石磨削100后,单工具使用寿命延长了3倍以上,更换频率从每班2次降至每3班1次,不仅提升了生产连续性,还显著降低了人工成本。" —— 某汽车零部件制造商生产总监
基体材料的选择同样体现了工程智慧。采用高强度合金钢与特殊热处理工艺,使磨削盘在保持刚性的同时具备良好的减震性能,这意味着在高速旋转时仍能保持加工精度。通过有限元分析优化的基体结构设计,使散热面积增加25%,有效控制了磨削过程中的温升,避免了因热变形导致的加工误差。
灰铁作为铸造行业的基础材料,其高硅含量和不均匀的石墨结构一直是磨削加工的难题。钎焊金刚石磨削100通过优化的磨料分布与锋利度设计,在灰铁缸体加工中实现了35%的磨削效率提升,同时将表面粗糙度Ra值从传统工具的1.6μm降低至0.8μm以下,减少了后续抛光工序的工作量。
奥氏体不锈钢等难加工材料在磨削过程中极易产生加工硬化现象,导致工具快速磨损。钎焊金刚石磨削100采用特制的金刚石品级与浓度组合,配合优化的磨削角度,在304不锈钢板材加工中表现出优异性能:不仅进给速度提升28%,工具寿命更是达到传统CBN砂轮的2.5倍,尤其适合医疗设备和食品机械的精密加工需求。
工程陶瓷具有高强度、高硬度但脆性大的特点,对磨削工具提出了极高要求。钎焊金刚石磨削100通过精细控制的磨料突出高度和均匀的结合强度,在氧化铝陶瓷基板加工中实现了稳定的材料去除率,加工效率比传统树脂结合剂砂轮提高50%以上,且加工表面无微裂纹产生,大大提升了陶瓷零件的可靠性。

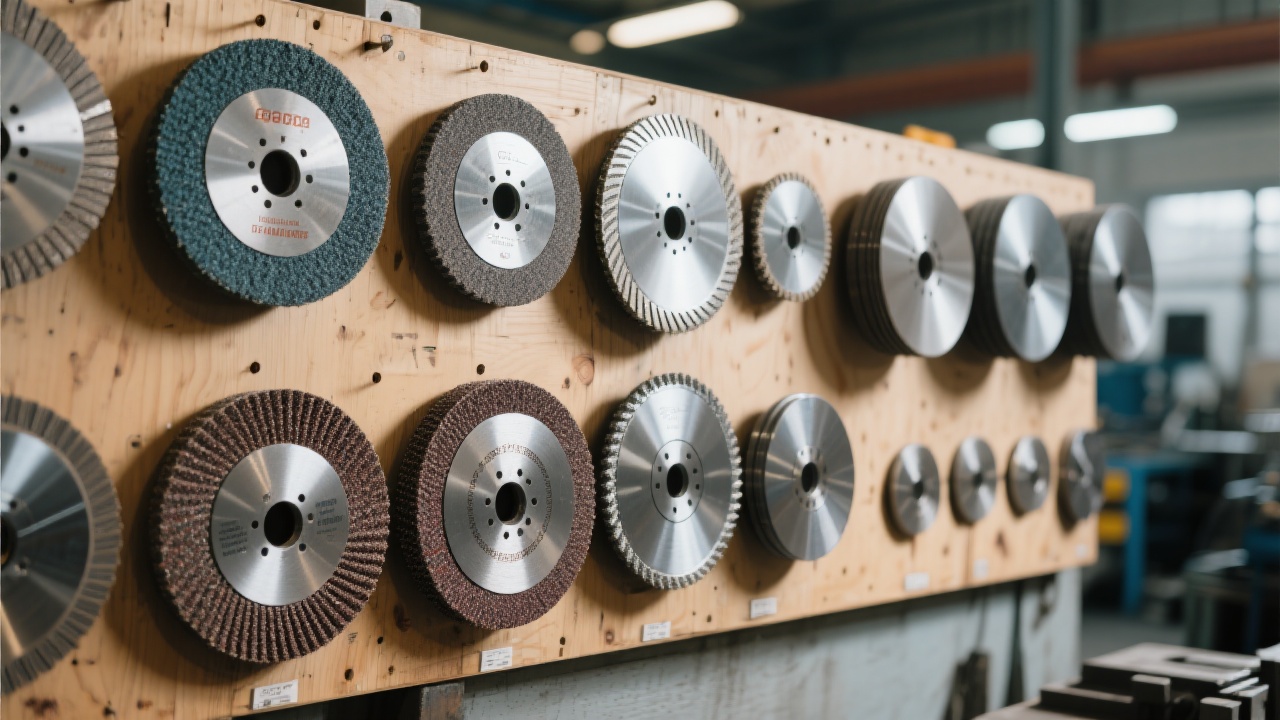
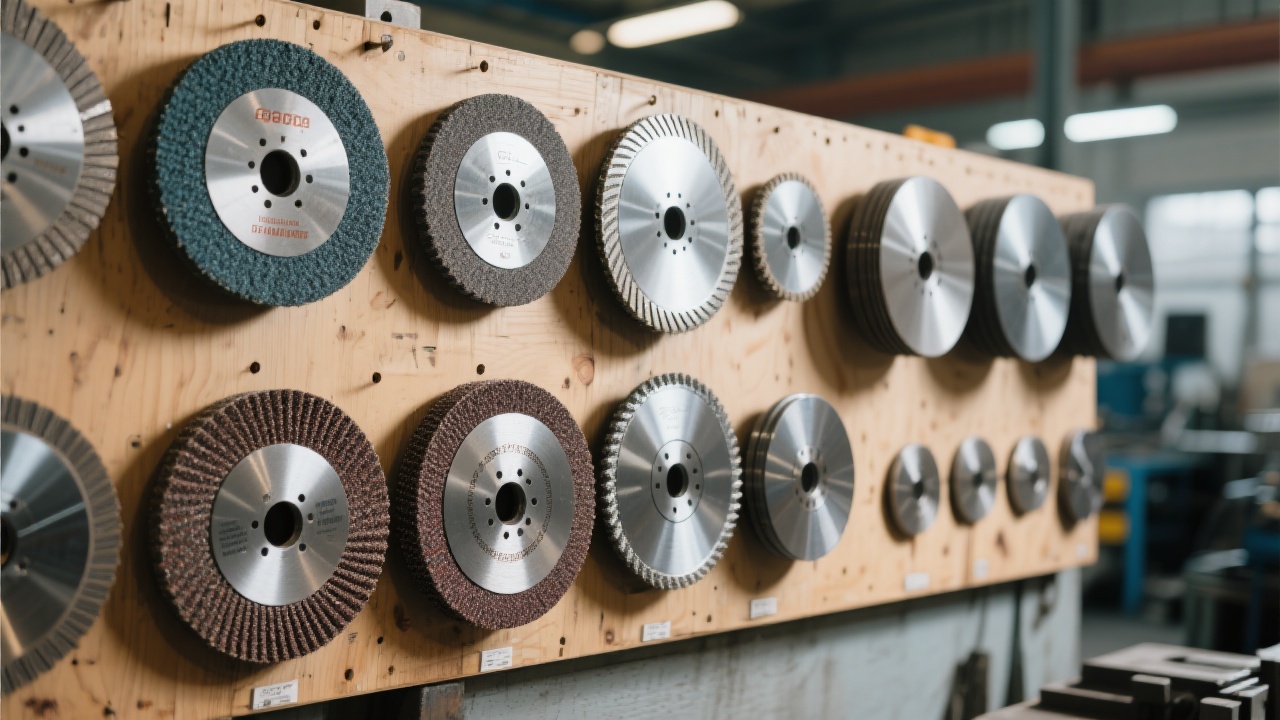
现代制造车间设备类型多样,对磨削工具的尺寸要求各不相同。钎焊金刚石磨削100提供从100mm到180mm的完整尺寸系列,完美适配平面磨床、工具磨床、数控磨床等多种设备。这种尺寸灵活性使企业无需为不同设备单独采购专用工具,降低了库存成本和管理复杂度。
某航空零部件制造商的实际应用案例显示,通过使用不同尺寸的钎焊金刚石磨削100工具,他们成功将原本需要三种不同工具完成的加工工序简化为一种,不仅减少了设备停机换刀时间40%,还因工具一致性提高了零件加工精度的稳定性。
在制造业成本压力日益增大的今天,钎焊金刚石磨削100的价值不仅体现在性能提升上,更在于其带来的综合成本优化。虽然单工具采购成本高于传统磨具,但通过延长使用寿命、提高加工效率、减少更换频率等多重因素的叠加,大多数用户在3个月内即可收回投资成本。
具体数据显示,采用钎焊金刚石磨削100可实现:
让每一次切削都更稳定、更持久。在精密制造与自动化生产的浪潮中,钎焊金刚石磨削100不仅是一种工具,更是提升生产效率、保证加工质量、降低综合成本的战略选择。它为您的生产注入确定性,让您在激烈的市场竞争中获得稳定的技术优势。
注:本文所引用数据基于实验室测试和典型客户应用案例,实际效果可能因具体应用条件有所差异。建议在正式应用前进行针对性测试,以获得最佳加工参数。

 284
|
284
|
 钎焊金刚石磨削工具的维护
延长金刚石研磨工具的使用寿命
工业研磨工具保养
高效磨削工具的使用
65
|
钎焊金刚石砂轮
杯状铸铁磨料
高效研磨
耐用型金刚石磨料
出口加工效率
钎焊金刚石磨削工具的维护
延长金刚石研磨工具的使用寿命
工业研磨工具保养
高效磨削工具的使用
65
|
钎焊金刚石砂轮
杯状铸铁磨料
高效研磨
耐用型金刚石磨料
出口加工效率
 136
|
北美数字化转型
企业成功案例
数字技术应用
业务流程重建
数字战略
95
|
钎焊金刚石磨具
抗冲击设计
工业研磨效率
超硬材料刀具
高耐久性研磨解决方案
500
|
钎焊金刚石磨片
超硬金刚石研磨工具
铸铁磨削工具
研磨效率
国际市场竞争力
136
|
北美数字化转型
企业成功案例
数字技术应用
业务流程重建
数字战略
95
|
钎焊金刚石磨具
抗冲击设计
工业研磨效率
超硬材料刀具
高耐久性研磨解决方案
500
|
钎焊金刚石磨片
超硬金刚石研磨工具
铸铁磨削工具
研磨效率
国际市场竞争力















