

在高风险的精密制造领域,即使刀具寿命仅提高2%,每年也能节省数百万美元的成本。本案例研究探讨了欧洲领先的制造商(从汽车零部件生产商到航空航天加工专家)如何采用钎焊金刚石磨削刀头,在灰铸铁、球墨铸铁和超硬合金等高难度材料加工中实现无与伦比的性能。
与传统的电镀或烧结金刚石工具不同,钎焊金刚石刀头具有卓越的热稳定性和机械结合强度,这对于以超过60米/秒的速度连续运行至关重要。根据《先进制造研究杂志》 2023年的一份报告,与传统替代材料相比,钎焊金刚石工具在硬化钢上使用时,其使用寿命可延长高达40%。
| 材料类型 | 平均刀具寿命(小时) | 表面光洁度(Ra μm) |
|---|---|---|
| 灰铸铁 | 85–100 | 0.8–1.2 |
| 球墨铸铁 | 75–90 | 1.0–1.5 |
| 陶瓷基复合材料 | 60–75 | 0.6–1.0 |
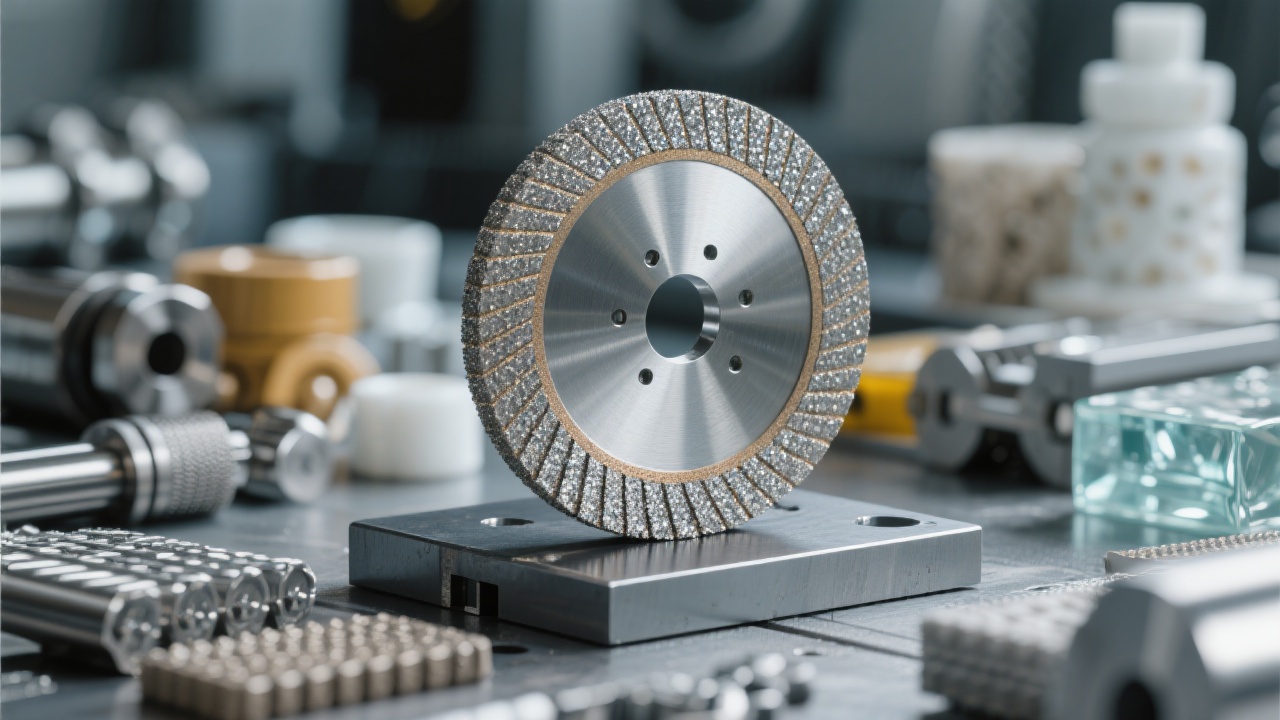
一家位于巴伐利亚州的一级供应商报告称,从分段式电镀砂轮换为钎焊金刚石砂轮后,产量提高了30%。他们的数控磨削生产线现在可以连续运行超过12小时,无需重新调整设备——这一转变减少了18%的停机时间,并提高了不同批次产品的表面一致性。
“我们一开始是持怀疑态度的,”他们的首席工艺工程师说道,“但当我们在扫描电子显微镜下观察磨损痕迹时,就很清楚了——钎焊合金对钻石的固定比我们尝试过的任何其他方法都要牢固得多。”

现代钎焊金刚石刀头并非千篇一律,而是针对特定应用而设计的。无论是定制的磨料粒度(50 至 120 目)、不同的结合剂硬度(软至中),还是专门的冷却通道,制造商都可以定制既符合机器性能又能满足材料特性的解决方案。
安全性同样受到重视:与容易发生灾难性故障的松散金刚石砂轮不同,钎焊段即使在突然的负载峰值下也能保持结构完整性——这是符合欧盟认证安全标准(EN ISO 13849)的关键因素。
随着全球创新之旅持续强调这项技术——尤其是在德国、意大利和瑞典——它不再仅仅是小众市场的选择。它正在成为所有重视精度、生产力和先进加工领域长期投资回报率的企业的标准。
准备好了解钎焊金刚石刀头如何改造您的车间了吗?立即获取免费应用指南。







.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)



