
.png?x-oss-process=image/resize,h_400,m_lfit/format,webp)
在进行钎焊金刚石磨具选型时,首先要从材料特性出发。不同的材料,如灰铁、球墨铸铁、不锈钢、玻璃、陶瓷等,它们的硬度、脆性与导热性存在显著差异。这些差异会直接影响磨具的磨损机制与切削稳定性。
例如,灰铁硬度相对较低,但脆性较大,在磨削过程中容易产生崩碎;而不锈钢硬度较高,导热性较差,磨削时容易产生热量积聚,导致磨具磨损加剧。下面是一个简单的材料特性与磨具影响对照表:
| 材料 | 硬度 | 脆性 | 导热性 | 对磨具的影响 |
|---|---|---|---|---|
| 灰铁 | 较低 | 较大 | 一般 | 易崩碎,磨具磨损快 |
| 球墨铸铁 | 中等 | 较小 | 较好 | 磨损相对较慢 |
| 不锈钢 | 较高 | 较小 | 较差 | 易产生热量积聚,磨损加剧 |
| 玻璃 | 高 | 大 | 差 | 易崩边,对磨具锋利度要求高 |
| 陶瓷 | 高 | 大 | 差 | 磨损快,需高硬度磨具 |
.png)
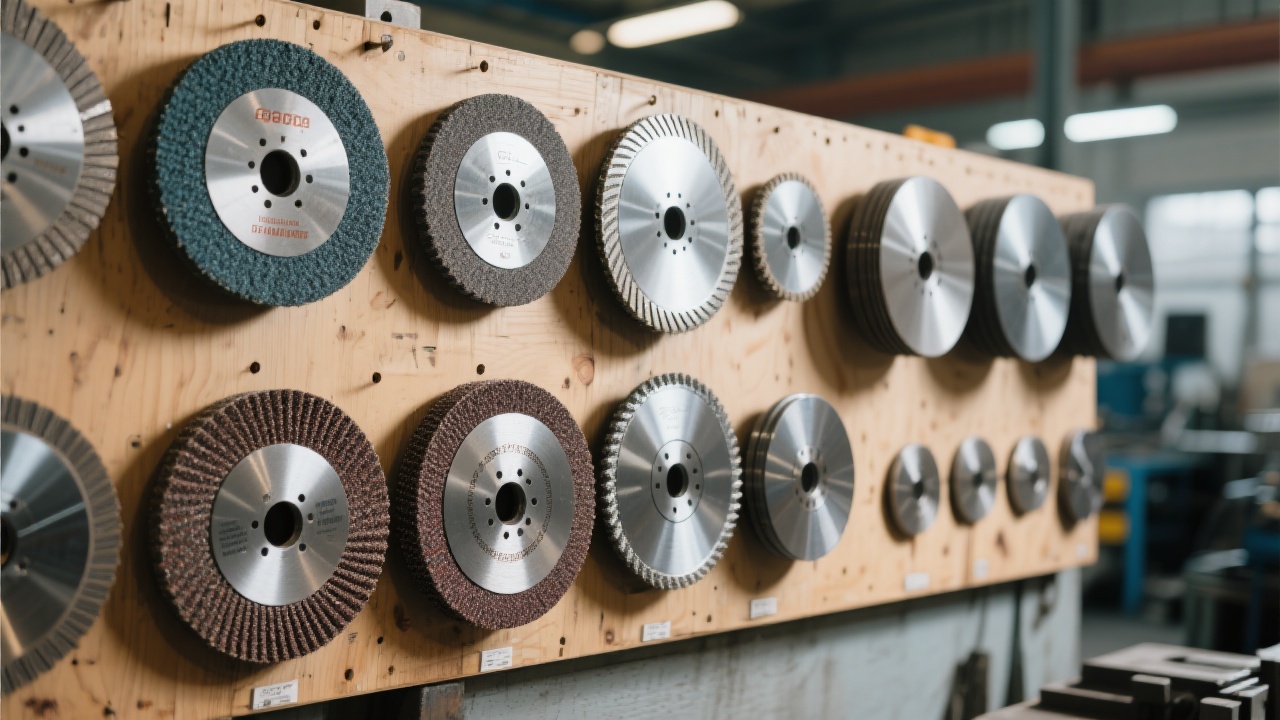
磨具的直径范围在 100–180mm 之间,不同的直径对应不同的工件规模与机床负载能力。一般来说,直径较小的磨具适用于小型工件的加工,而直径较大的磨具则适用于大型工件。例如,100mm 直径的磨具适合加工小型精密零件,而 180mm 直径的磨具则更适合大型板材的磨削。
平面磨具适用于高精度平面研磨,能够保证工件表面的平整度和光洁度;而曲面磨具则适用于复杂轮廓成型,如模具的加工等。试试看你的工件适合哪种类型?
在选择耐磨等级时,要根据磨削的速度和精度要求来决定。低速粗磨时,可选择高浓度金刚石的磨具,以提高磨削效率;而高速精磨时,则需要兼顾散热与锋利度,选择合适浓度的金刚石磨具。

当磨具出现明显的磨损、崩刃或堵塞等情况时,就需要及时更换。一般来说,如果磨具表面的金刚石颗粒磨损严重,或者出现大面积的崩落,就说明磨具已经失效。
在低速切削时,可选用高浓度的金刚石磨具,以提高磨削效率;而在高速切削时,则需要选用较低浓度的金刚石磨具,以保证散热和锋利度。例如,当切削速度低于 30m/s 时,可选用 80% 浓度的金刚石磨具;当切削速度高于 30m/s 时,则可选用 60% 浓度的金刚石磨具。
在磨削过程中,要严格控制测量标准和公差,确保工件的尺寸精度和表面质量。同时,要注意磨具的安装和调试,保证磨具的稳定性和安全性。
磨具选错会导致一系列隐性成本的增加,如停机时间、废品率的提高以及刀具更换频次的增加等。而正确选型则能带来显著的综合效益,包括生产节拍的提升、设备维护的减少以及人员操作的安心。
客户案例:某企业在使用优德超硬工具的钎焊金刚石磨具后,磨具的使用寿命提高了 30%,废品率降低了 20%,生产效率提升了 15%。优德超硬工具多年深耕钎焊技术,以耐用为硬道理,助您每一分投入都值得。
如果你正在为磨具选型而烦恼,不妨点击 这里,获取专业的选型建议,让你的加工效率和工具寿命更上一层楼!

 393
|
393
|
 钎焊金刚石砂轮
工业研磨工具
金刚石磨盘
硬质材料加工
精密研磨解决方案
钎焊金刚石砂轮
工业研磨工具
金刚石磨盘
硬质材料加工
精密研磨解决方案
 38
|
钎焊金刚石磨盘
金刚石研磨工具选择
工业研磨解决方案
超硬磨具
UDE金刚石工具
104
|
钎焊金刚石砂轮
金刚石磨具的选择
砂轮维护
超硬磨具
UDE金刚石工具
38
|
钎焊金刚石磨盘
金刚石研磨工具选择
工业研磨解决方案
超硬磨具
UDE金刚石工具
104
|
钎焊金刚石砂轮
金刚石磨具的选择
砂轮维护
超硬磨具
UDE金刚石工具
 105
|
钎焊金刚石砂轮
金刚石磨具使用技巧
砂轮维护指南
高效的研磨解决方案
硬质材料加工
236
|
钎焊金刚石砂轮
陶瓷研磨工具
金刚石研磨效率
高耐磨轮
工业研磨解决方案
105
|
钎焊金刚石砂轮
金刚石磨具使用技巧
砂轮维护指南
高效的研磨解决方案
硬质材料加工
236
|
钎焊金刚石砂轮
陶瓷研磨工具
金刚石研磨效率
高耐磨轮
工业研磨解决方案












.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)



