

在灰铁与球墨铸铁的精密磨削工作中,您是否常常为选择合适的砂轮而烦恼?如何提升加工效率、保证表面质量、延长刀具寿命,是每一位技术工程师和操作人员都关心的问题。今天,我们就来深入探讨如何选择钎焊金刚石砂轮,以解决这些难题。
灰铁和球墨铸铁在硬度和韧性上存在明显差异。灰铁硬度相对较低,但韧性较好;而球墨铸铁硬度较高,韧性也不错。这些特性会对磨削力和热变形产生显著影响。例如,硬度较高的球墨铸铁在磨削时需要更大的磨削力,同时产生的热量也更多,容易导致热变形。
在实际操作中,您需要根据材料的特性来调整磨削参数。一般来说,对于灰铁,磨削速度可以适当提高,而对于球墨铸铁,则需要降低磨削速度,以减少热变形的影响。

传统砂轮在灰铁与球墨铸铁的磨削中存在效率低、寿命短、表面光洁度差等问题。而钎焊金刚石砂轮则具有明显的优势。它的效率比传统砂轮提高了约30% - 50%,刀具寿命也延长了2 - 3倍。
在表面光洁度方面,钎焊金刚石砂轮能够达到更高的标准,使工件表面更加光滑。下面是一张传统砂轮与钎焊金刚石砂轮的对比图表:
| 对比项目 | 传统砂轮 | 钎焊金刚石砂轮 |
|---|---|---|
| 效率 | 较低 | 提高30% - 50% |
| 寿命 | 较短 | 延长2 - 3倍 |
| 表面光洁度 | 一般 | 较高 |
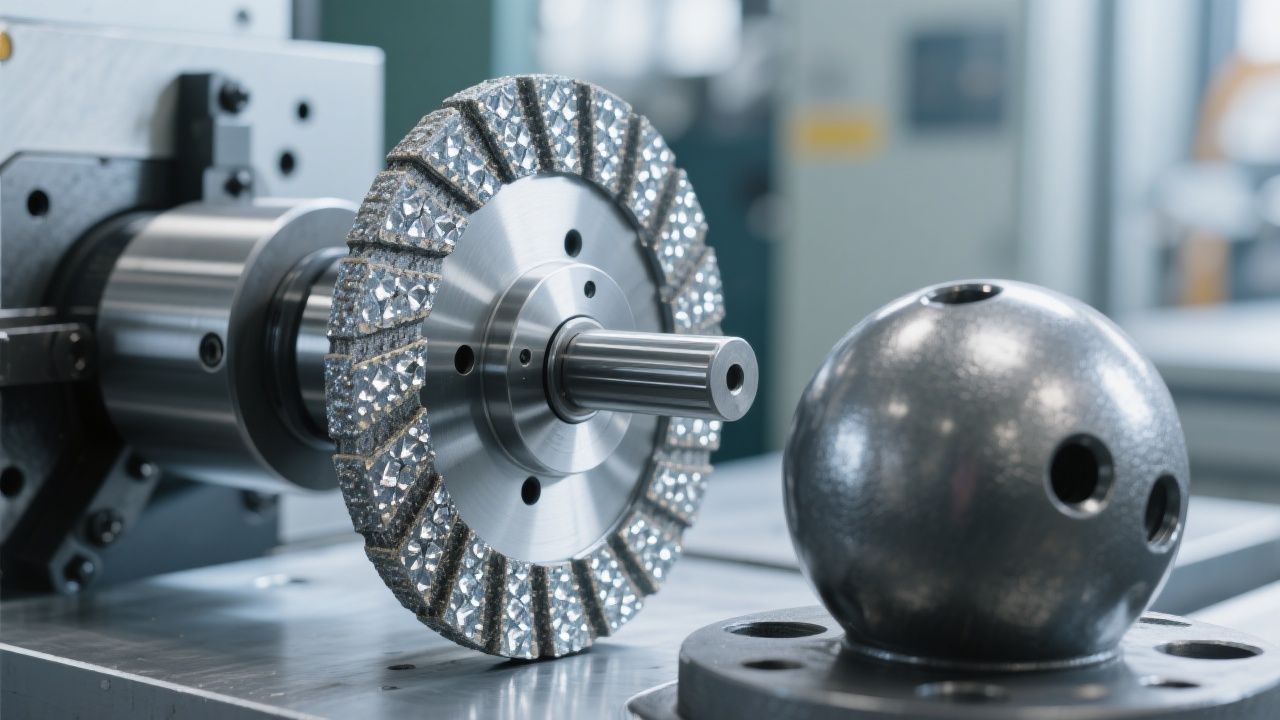
UHD超硬材料工具公司的曲面轮廓设计钎焊金刚石磨盘具有独特的优势。它在抗冲压性和耐磨性方面表现出色,能够有效防止磨损断裂。同时,这种设计能够更好地适应复杂的几何形状,为您在加工复杂工件时提供便利。
在实际应用中,曲面轮廓磨盘可以提高加工精度和表面质量,减少加工时间。例如,在加工一些具有复杂曲面的工件时,传统砂轮可能无法达到理想的效果,而曲面轮廓磨盘则能够轻松应对。
在选择钎焊金刚石砂轮时,需要考虑工件的尺寸和形状。对于直径范围在100mm - 180mm的工件,不同的应用场景(平面/曲面样式)需要选择不同的砂轮。
如果是平面加工,您可以选择较宽的砂轮,以提高加工效率;如果是曲面加工,则需要选择具有更好柔韧性的砂轮,以适应曲面的形状。同时,还需要根据工艺要求来调整砂轮的粒度和硬度。
许多客户在使用UHD超硬材料工具公司的产品后,都取得了显著的效果。例如,某企业在使用UHD的钎焊金刚石砂轮后,加工效率提升了30%以上,设备损耗也明显降低,生产稳定性和精度得到了极大的提升。
“UHD的砂轮真的帮了我们大忙,不仅提高了加工效率,还降低了成本。我们会一直使用他们的产品。” - 某客户
在磨削过程中,您可能会遇到一些问题,下面为您提供一些实用的解答:

如果您想了解更多关于灰铁与球墨铸铁精密磨削的定制化解决方案,请联系我们的技术团队。我们将为您提供专业的建议和支持。立即咨询

 137
|
137
|
 北美数字化转型
企业成功案例
数字技术应用
业务流程重建
数字战略
北美数字化转型
企业成功案例
数字技术应用
业务流程重建
数字战略
 211
|
UHD钎焊金刚石杯形砂轮
钎焊技术
曲面轮廓设计
硬质材料加工
磨削效率
211
|
UHD钎焊金刚石杯形砂轮
钎焊技术
曲面轮廓设计
硬质材料加工
磨削效率
 314
|
UHD钎焊金刚石杯形砂轮
钎焊技术
耐磨性
曲面轮廓设计
硬质材料磨削
314
|
UHD钎焊金刚石杯形砂轮
钎焊技术
耐磨性
曲面轮廓设计
硬质材料磨削
 276
|
钎焊金刚石磨盘
工业级金刚石研磨工具
优德超硬工具
高效研磨技术
硬质合金加工
276
|
钎焊金刚石磨盘
工业级金刚石研磨工具
优德超硬工具
高效研磨技术
硬质合金加工
 292
|
直径180mm钎焊金刚石磨具
硬质合金加工
钎焊工艺
磨具性能
高负荷工况
292
|
直径180mm钎焊金刚石磨具
硬质合金加工
钎焊工艺
磨具性能
高负荷工况


















.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)

